 CN
CN


(1) The Wire Straightener must be handled by a special-assigned person and he must be certified to work.
(2) The operator is not allowed to leave the machine too far during the operation, and the machine must be turned off when the upper plate, the threading is conducting, and when the leading head are cuting off.
(3) During the process of wire straightening, when the steel bar jumps out of the tray guide groove, thus cannot reach the length fixing mechanism and wire messing or the steel bar is off the frame, the limit switch should be pressed in time to stop cutting the steel bar, waiting to be adjusted well and operated then.
(4) When each coil of steel bar is adjusted to the end or when the short Steel Bars Straightened, the casing should be hand-held to escort the steel bars to the guiding device and straightening cylinders to avoid injury accidents when they move freely.
(5) Before the straightening mold is not fixed and the protective cover is not covered, it is not allowed to penetrate the steel bar to prevent the straightening mold from flying out and hurting people after turning on the machine.

(6) During the operation of the machine, the expansion cylinder should not be adjusted. It is strictly forbidden to carry gloves and it is strictly forbidden to carry out maintenance work during the mechanical operation.
(7) The steel bars that already straightened and cut shall be piled up in small bundles according to the specifications and the number of qauntity. It is not allowed to be piled up in a mess in order to prevent quality accidents caused by different composition and performance of the steel bars. The power supply must be cut off after the operation is completed.
(8) “Cross Operation Policy”shall be implemented strictly to ensure that the machinery is in good working condition.
Improvement measures for wire straightener
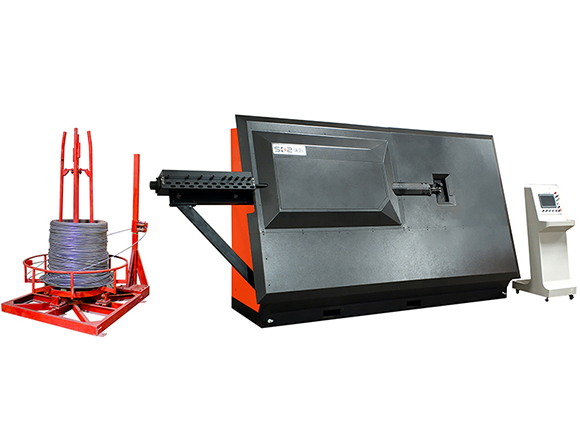
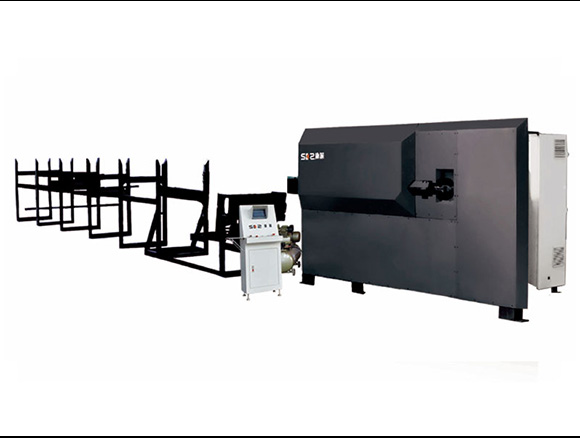
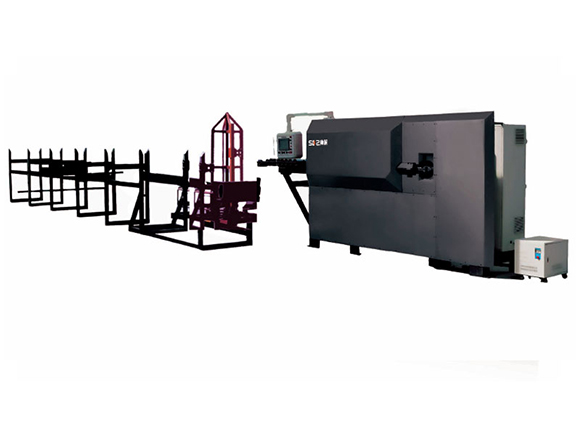
There is a safety hazard in the wire straightener. For this situation, it should be improved: a bell-shaped inlet tube shall be made at the steel bar entrance of the Double Wire Straightening Machine, a square tube of 40 mm × 40 mm is used, the rack with appropriate height shall be made according to the shape of the bell mouth, the height is adapted to the height of the entrance of the wire straightener. The bell mouth is made of three-stage rebar with a diameter of 14mm as the main rib, the length is 2.5m, the spacing is divided equally no more than 200mm at the entrance, and the steel bar with a diameter of 10mm is used as the spiral stirrup to weld with the main rib. The large diameter of the horn mouth is 1m and the small diameter of the horn mouth diameter is 0.2m. The round bar is straightened through the bell mouth and goes straight into the wire straightener, which is safe and reduces the damage to the machine, eliminating the possibility that the round bar could cause ingury for pedestrians and operators when the wire is placed. The steel bar straightening process should follow the safety regulations to ensure the quality and safety of the round bar straightening. In order to ensure the quality of the steel bar engineering, the first step of the steel bar processing shall be carried out carefully.




