 CN
CN

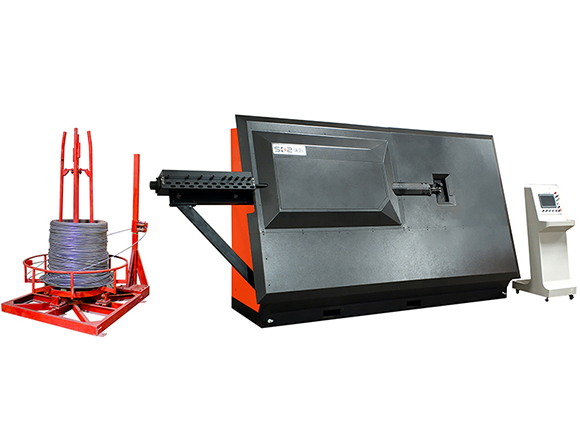

In the production of Stirrup Bending Machine, it is often affected by external factors, which causes the quality of mechanical products to decline and affects the production efficiency of machinery manufacturing enterprises. In the process of mechanical processing and manufacturing, under the action of cutting force and gravity of the mechanical processing and manufacturing machinery, the processing carrier often deforms. Below Precision Machining Stirrup Bender Supplier will give you a detailed introduction to the frequent failures of Stirrup Bending Machine.
Stirrup Bending Machine often has the following failures:
(1) Turning the cutter head. This is a relatively simple fault. Just adjust the moving knife induction switch.
(2) The steel bars are not straight after the tube is out, and the problem of ups and downs often occurs. At this time, the bottom and top wheels of the last group should be adjusted separately and pushed in the opposite direction.
(3) When bending a double tendon, there is a tendency for the outer steel bar to fall off the bending axis, and the corresponding countermeasure at this time is to reduce the bending speed.
When using the CNC bending machine, it is necessary to pay attention to maintaining the pressure. Generally, 4MPa is appropriate. Too high may cause deformation of the steel bar or damage to the equipment.
Stirrup Bending Machine operation process:
First, check whether the mechanical performance is good, the table and the bending machine table are kept horizontal; and various mandrel tool stops are prepared.
2. Install the mandrel, forming shaft, iron shaft or variable bracket according to the diameter of the processing steel bar and the requirements of the bending machine. The diameter of the mandrel should be 2.5 times the diameter of the steel bar.
Third, check the mandrel, the stopper, the turntable should be free of damage and cracks, the protective cover is fastened and reliable, and can be operated only after confirming the normal operation of the empty machine.
4. During operation, insert one end of the steel bar that needs to be bent into the gap provided by the turntable, and fix the other end against the body and press it by hand. Check the body to ensure that it is installed on the side that blocks the steel bar.
V. It is strictly forbidden to replace the mandrel, change the angle, and adjust the speed during operation, and do not refuel or remove it.
6. When bending steel bars, it is strictly forbidden to process the steel bar diameter, the number of bars and the mechanical speed exceeding the mechanical requirements.
7. When bending high-hardness or low-alloy steel bars, the standard shall be changed according to the specifications on the mechanical nameplate, the maximum diameter shall be changed and the corresponding mandrel shall be replaced.
8. It is strictly forbidden to stand in the working radius of the bending steel bar and the side where the fuselage is not fixed. The bent semi-finished products shall be stacked neatly and the hooks shall not face upwards.
Nine, the turntable must be changed after stopping.
X. After the operation is completed, the site is cleaned, the machinery is maintained, and the power supply is locked.
The above are several faults that often occur with the Stirrup Bending Machine introduced by the Rebar Shearing Line supplier.




